
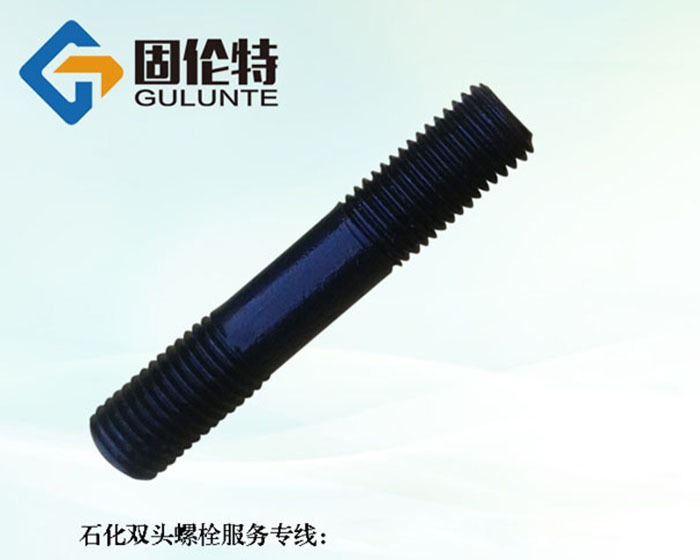
石化雙頭螺栓尺寸表(biǎo),hg20613全螺紋螺栓生產廠家,石化雙頭螺栓,35CrMoa雙頭螺栓生產廠家
鍍後螺紋擰合困難。熱浸鍍鋅後餘鋅粘留在螺(luó)紋中不(bú)容易(yì)去除幹淨,而且鋅層厚薄不均勻,影響了螺紋件的配合。在GB/T13912—1992《金屬覆蓋層鋼鐵製品熱浸鍍鋅層技術要求》、石化雙(shuāng)頭螺栓尺寸(cùn)表GB/T2314—1997《電力金具通用技術要求》中規(guī)定(dìng);雙頭螺柱的外螺紋應在熱浸鍍前按GB196標準規定加工或輾製,而內螺(luó)紋可在熱浸鍍前或後進行加工。

但在實際應用(yòng)中(zhōng)客戶往往要求內(nèi)外螺紋均有鍍(dù)鋅層,hg20613全螺紋螺栓(shuān)生產(chǎn)廠家故人們采用多種措(cuò)施來解(jiě)決螺紋配合件的熱浸鍍鋅問題。如螺紋件鍍後的回攻;預留較大配合間(jiān)隙;離心甩等方法。回攻容易破壞螺(luó)紋部分鍍層,甚至裸露鋼鐵基體,造成雙頭螺柱鏽蝕。故意超(chāo)範圍加(jiā)大螺母孔徑或(huò)預留配合間(jiān)隙,很容易降低配合(hé)強度,對於高強(qiáng)度(dù)配合(hé)這是不允許的。石化雙頭螺栓(shuān)國內目前以機械式(shì)離心甩去餘鋅為普遍。

石化(huà)雙頭螺栓尺寸表, hg20613全螺紋螺栓生產廠家,石化雙頭螺(luó)栓,35CrMoa雙頭螺栓生產廠家

另外,人們從熱(rè)浸鍍鋅(xīn)工藝本身(shēn)考(kǎo)慮,調整熱鍍溫度和浸鍍時間來改善鍍層質量,也沒有從根本上解決問題。熱浸鍍鋅操作溫度高,會降低高強度雙頭螺(luó)柱的機(jī)械強度。35CrMoa雙頭螺栓生(shēng)產廠家8.8級螺栓經熱(rè)浸(jìn)鍍鋅後部分(fèn)螺紋的強度低於標準要求;9.8級以上的螺栓(shuān)經熱浸(jìn)鍍鋅後(hòu)的強度(dù)基本上無(wú)法達到要求。



 冀公網安備 13092102000434號
冀公網安備 13092102000434號 客服1
客服1